Slot transducers for short distances
Inductive displacement sensors are robust, essentially wear-free, insensitive to vibration and have proven themselves, particularly in dusty and contaminated environments. Unfortunately the distance to be measured is generally restricted by the structural length of the sensor, meaning that in many cases the inductive measuring procedure cannot be used, despite its advantages. However, when you look at it more closely, there are many measuring tasks in which only limited sections have to be measured within long distances. A special inductive displacement sensor has been developed for measuring tasks such as this.

This displacement sensor with designation SM48 is shown in figure 1. The SM48 has a linear measuring range of 20 mm. The gap is 2.5 mm wide and the measuring tag is 1 mm thick. The measuring tag can be led out of the slot at both sides in the measuring direction, and therefore out of the measuring range if this is required for longer distances. As soon as the measuring tag is led back into the slot, the displacement sensor is ready for operation again within its measuring range of 20 mm. The SM48 therefore has the new characteristic that it can be operated in through traffic. Movements across the measuring direction do not influence the measurement result.
The measuring tags and the associated sensors are inter-replaceable, so that several measuring tags can be combined with a sensor or also several measuring tabs with different sensors for certain measuring tasks. The SM48 contains integrated electronics with an analogue output signal, 0 (4) to 20 mA or 0 to 10 VDC.
Since the concept of the SM48 is new and can lead to application which were previously unfamiliar, two example versions with inductive displacement measurement in through traffic are described.
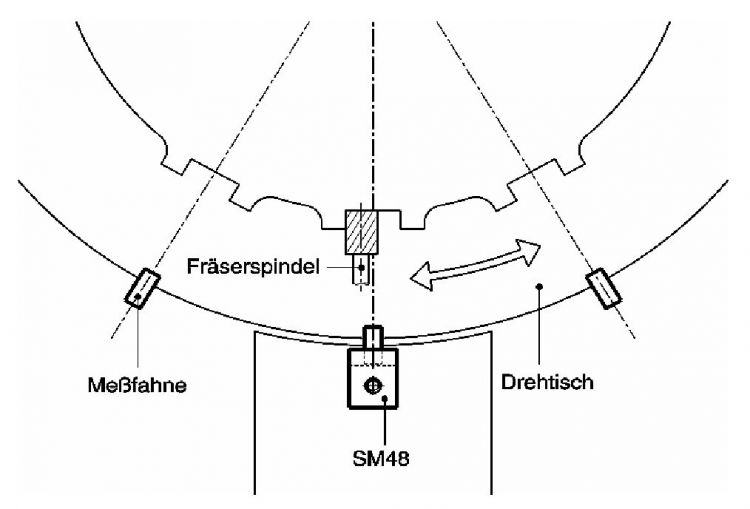
Bigger workpieces are clamped to a rotary table with an outer diameter of 2300 mm and machined with a milling machine. The rotary table is roughly adjusted using angle coders with an accuracy of ± 2 mm in relation to the circumference. During subsequent fine positioning, measurement takes place at the circumference with an SM48 inductive displacement sensor, whereby accuracy of ± 0.05 mm is achieved.
The advantage of this application is that depending on the requirements of the individual machining steps, any number of measuring tags can be attached to the respective required angle positions on the circumference of the rotary table, which immerse in the slot of the same SM48 sensor on after the other. A high degree of angular accuracy is achieved on measuring devices in every step of machining without a great deal of effort in this way.
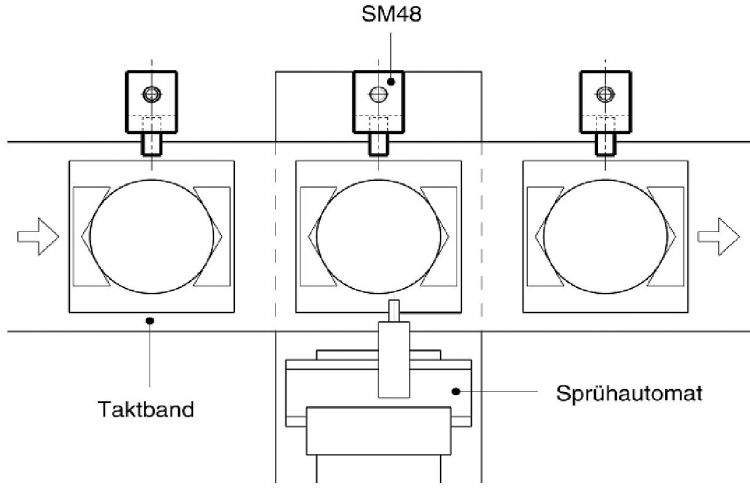
Ceramic figures (in this case garden gnomes) are fixed in holding devices on a timing belt and positioned opposite several automatic spray nozzles with different colours one after the other for painting. Repeat accuracy of about 8 mm is achieved with the drive of the timing belt, including the position tolerance of the holding device on the belt. The accuracy that is required for accurate painting could only be achieved with an unreasonable amount of effort, if at all.
A good solution for this problem was found by using the SM48 inductive displacement sensor. When doing this, a measuring tag is attached to each holding device and each automatic spray nozzle is equipped with an SM48 sensor. With each new cycle, the measuring tag of the holding device moves into the slot and therefore into the measuring range of the associated sensor on the automatic spray nozzle. This therefore receives a correction signal for the relative position of the ceramic figure, and carries out the painting accurately.